焊接的“烟花秀”要不得!第二章:破解机器人焊接隐形杀手“飞溅”

在前一篇推文(机器人自动焊接(第一章):高可靠焊接材料是关键)中,我们探讨了机器人焊接的演进与高可靠材料的基础作用。今天,我们深探一步,直面那些可能暗中破坏焊接质量的工艺难题——特别是令人头疼的焊接飞溅,并揭示铟泰公司如何凭借行业领先的技术与材料,提供系统性的解决方案。
为何必须严防死守焊接“飞溅”?
机器人自动焊接虽然具有诸多优势,但若材料或工艺不当,“飞溅”(熔融焊料或助焊剂不规则溅射)便成为质量与效率的头号敌人。这绝非小事,它会在五个维度上引发连锁反应:
产品质量:飞溅的焊料可能造成组件间桥接或短路,直接导致产品失效,结果是高昂的返工或报废。
焊接精度:四处飞溅焊料干扰焊接路径,影响机器人放置与连接准确性,破坏工艺一致性。
表面清洁度:飞溅残留如同顽固污渍,清理耗时费力,增加额外工序与成本。
设备寿命:飞溅物附着于精密焊枪、喷嘴及传感器,加剧设备磨损,导致维护频繁、停机增加。
生产安全:高温焊料飞溅是潜在的安全隐患,可能危及操作人员。
系统防飞溅:工艺、材料与管理的三结合
解决飞溅问题就像烹饪一道完美的菜肴,需要将烹饪技巧和各种食材巧妙结合。因而需要优化焊接流程并调整焊接材料。以下是一些防止飞溅的策略:
温度控制:确保焊接温度与合金熔点的匹配,避免过度高温。
速度控制:找到“黄金速度”,过快润湿不充分,过慢则过热飞溅。
助焊剂配方:选用匹配的助焊剂并精确控制用量,改善焊料流动性。
焊接材料的选择:选用高质量的焊接材料。
高品质含芯焊锡丝:如铟泰公司创新无卤含芯焊锡线CW-807RS,凭借均匀的助焊剂分布与高纯度,从源头减少杂质引起的飞溅。

定期进行设备的校准与维护
设备维护:定期清洁并校准喷嘴、烙铁头及视觉传感器,保证焊料输送稳定与定位精准。
环境控制:在关键制程中使用氮气等保护气氛,并保持工作区域洁净,减少氧化与污染。
人员与监控:培训操作员规范作业,并配备实时监控系统,实现飞溅的早期发现与干预。
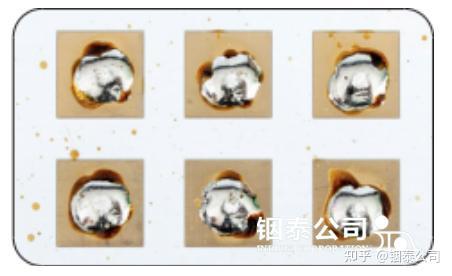
图示:助焊剂飞溅的焊点
“助焊剂碳化”问题与应对
高温下,助焊剂过度受热分解产生碳化残留,如同在焊点上蒙了一层“黑斑”。其危害有:
外观缺陷:黑色残留严重影响焊点美观,对消费类电子产品是致命伤。
工艺波动:碳化物在烙铁堆积,改变热传导,导致焊点质量不一致,增加工艺调试难度。
清洁成本:清除碳化残留极为困难,大幅增加清洁工时与溶剂成本,严重时可导致整板报废。
干扰传感:碳化物遮蔽传感器(如视觉定位),引发定位错误,打乱全自动生产节奏。
破解之道:优选材料+精细工艺应对碳化,需双管齐下:
优选焊锡丝:关键在于使用抗碳化配方的助焊剂。铟泰公司的机器人焊接专用焊丝,其助焊剂经特殊设计,能在标准工艺窗口内显著减少碳化物的生成。
工艺与维护:优化焊接温度与接触时间,避免过度加热,并严格执行设备定期清洁保养,杜绝残留物累积。

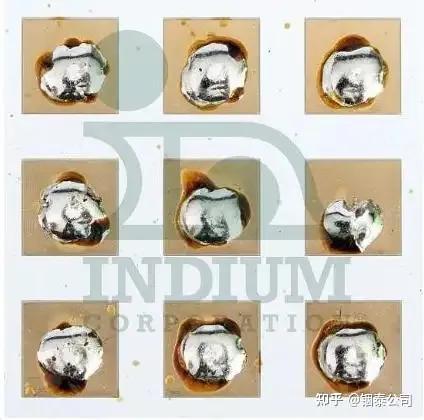
图示:助焊剂碳化
焊接空洞与张力问题及解决方案
焊锡丝内部的微小空洞与送料张力不均,是破坏焊接质量稳定性的隐患之一,其危害有:
强度杀手:空洞是焊点内部应力集中点,直接削弱机械强度引发早期失效。
送料不稳定:张力不当导致送料忽快忽慢,焊料沉积不均匀,形成虚焊、冷焊等缺陷。
成本黑洞:由此产生的高返工与报废率,吞噬利润,拖延交付。
设备损耗:张力过大加速机械磨损,张力过小导致打滑,双双缩短设备寿命。
工艺稳定之敌:在大批量生产中,空洞与张力波动是工艺一致性的最大威胁。
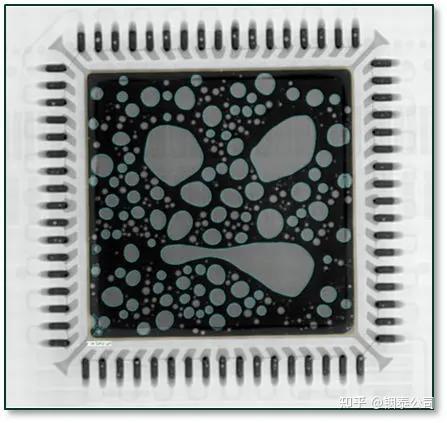
图示:焊接空洞
铟泰公司系统解决之道
我们提供从材料到服务的全程支持:
源头管控:铟泰焊锡丝采用严格工艺,最大限度减少内部空洞,确保助焊剂均匀分布。
工艺支持:我们可协助您建立张力校准规范,并提供工艺优化建议,实现稳定送料。
专业服务:我们的技术专家可帮助您建立预防性维护计划,并指导进行焊锡丝质量监测,防患于未然。

为何顶级制造商依赖铟泰焊锡丝?
1. 极致的成分与制造一致性
从合金到助焊剂,再到绕线工艺,铟泰执行行业顶尖的品控标准。确保每卷、每米焊锡丝的属性都高度一致,从而实现焊点质量的零差异,并杜绝因空洞、绕线不齐导致的送料中断。
2. 卓越的助焊剂技术
我们拥有强大的助焊剂配方设计能力,不仅能提供卓越的抗氧化和润湿性能,确保焊点清洁可靠,更能针对防飞溅、抗碳化等特定需求进行优化。全系列涵盖无卤等环保配方,满足多样化的工艺与法规要求。
3. 为自动化而生的机械性能
焊锡丝具备优异的抗拉强度与柔韧性平衡,结合无空洞的物理品质,确保在高速、复杂的机器人送料系统中也能流畅、稳定地输送,为高效生产保驾护航。
4. 贯穿始终的环保责任
我们提供性能卓越的无铅及低卤素产品,在追求顶级焊接性能的同时,主动满足全球最严格的环保法规(如RoHS、REACH),助力客户实现绿色制造。