
解决立碑效应,来看Ron博士全面分析!

PCBA面临各式各样的挑战,立碑效应是其中常见的一类缺陷。立碑效应是由于无源贴片器件两侧端子上的锡膏在熔化过程中产生的表面应力不一致或两端吸热速度不同焊锡熔化速率不同所导致。这两股作用力相差过大,导致无源元件的一端翘起,断开了与焊盘的连接,看上去就像是墓地中的墓碑一样,因此被称为立碑效应、墓碑效应、曼哈顿效应等。(见图1)

立碑效应的形成原因
造成立碑效应的原因很多,但大多都可以归因于元器件终端上“润湿力“(表面张力)不均。当一端先于另一端熔化时,焊料上不平衡的润湿力会“拉动”元件旋转,一端脱离焊盘甚至直立。回流过程中,焊盘两端受热不均也会产生立碑现象。当印刷电路板通过回流炉时,无源器件的左侧通常先接受到热量(如图2所示)。这就使得靠近热源(图2右图)的锡膏先熔化。焊料熔化后,表面张力会导致无源器件另一端抬起,甚至直立。
(T1 和T2:粘结力;T3:重力;T4:外部表面张力;使用锡铅焊膏,T4明显更大,T5:向下的表面张力)

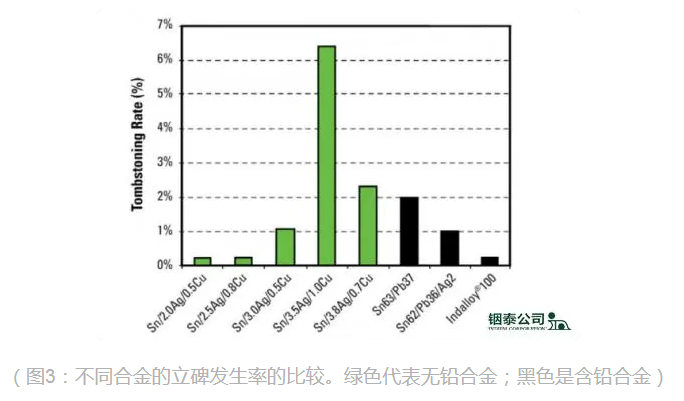
减少立碑效应的一种方法是使用熔化时具有较大塑性区的合金。塑性区指的是合金介于固态和液态之间的温度区间。对于共晶合金,如Sn63/Pb37,就没有塑性区——低于183°C时完全为固体,在高于183°C的温度时完全成为液体。锡铅银合金,如Sn62/Pb36/Ag2或 Indalloy®100(Sn62.6/Pb37/Ag0.4),因为有一定的塑性区,已广泛应用于含铅电子组装之中,以消除立碑问题。
在无铅焊料中,SAC305的塑性区更大。因此,SAC305在降低立碑效应方面会表现得更好,实验结果也证实了这一点。图3是不同合金立碑发生率的实验结果。由于SAC305是应用最广泛的无铅合金,因此在无铅时代,立碑问题已大大减少。
- 电路板设计工艺工程师可与设计工程师密切合作,将潜在缺陷消弭在设计阶段。如果无源器件的下方或某一侧的附近有散热铜层,而另一侧没有,回流时很容易出现焊盘的受热不均;没有铜层一侧的锡膏可能会先熔化,导致立碑发生。
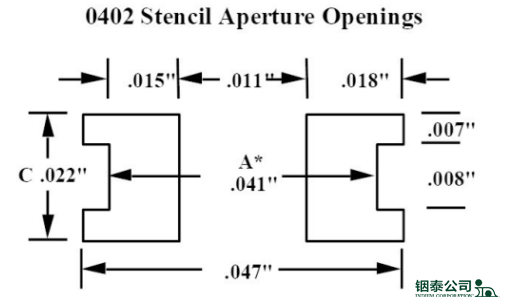
(图4:可最大限度地减少0402无源器件中立碑问题的一种模板设计)
- 钢网开孔设计减少焊盘上的锡膏量也有助于减少立碑的发生。减少印刷在无源器件末端后的锡膏量,有助于减少造成立碑现象的作用力。如图4钢网开孔的设计。在实验中,这种开孔设计完全消除了立碑问题。
- 印刷工艺许多PCBA的缺陷(包括立碑)都与印刷工艺和转移效率相关。如果无源器件一侧的锡膏量比另一侧多,锡膏量少的一侧可能在回流时被拉开。进而导致立碑的发生。应使用SPI设备对锡膏量进行实时监控,确保下锡量充足且一致性高。优化钢网开孔的尺寸和形状也有助于降低焊盘之间锡膏量差异。
- 贴片工艺贴片压力和高度设定不当也可能导致立碑问题。因此,需确保贴片参数设定的优化。尽管回流时表面张力有机会把偏移的器件拉回,但实验表明贴片位置偏移或倾斜仍会大大增加立碑的发生率。
- 回流曲线设定通过提高回流曲线斜率来减少回流焊总受热也可以减少立碑发生;但这在回流曲线设定中会受到一些限制。另外,可选择保温回流曲线在回流温度到达前尽量使两侧焊盘实现热平衡,这样回流时两侧的锡膏可以同时熔化。除了避免使用无塑性区间的合金外,回流炉中充氮气往往会加剧立碑的发生,因为氮气加入降低了氧含量,提升润湿速度,并使表面张力更早地出现。除非板子上有细间距元件或PoP,否则可以不考虑氮气,大多数锡膏在空气中回流都能很好的完成焊接。
结论:按照上述指导原则,可以最大限度地减少立碑的发生。减少立碑问题的最有效办法就是使用大塑性区间的合金,如Indalloy®100(含铅)或SAC305(无铅)。与电路板设计工程师保持沟通也很重要,要尽量减少无源器件附近或下方的散热不均设计。在设定回流曲线时,应尽量减缓合金固相线到液相线时间,或者通过保温区降低受热差。结合SPI自动设备,确保锡膏量的一致性。减少焊锡量,尤其是在器件两端的锡膏量。优化贴片位置和高度,确保元件在贴片后没有倾斜。使用空气回流代替氮气回流,回流气氛氧含量过低反而会增加立碑发生率。
本文摘自铟泰公司的《印刷电路组装之焊接缺陷指南》——Ron博士
本期的推文干货满满,大家可以好好消化一下哟,如果您的工厂正在面临棘手的“立碑效应”问题,铟泰公司可以给您完美的解决方案!可以来文章下方留言或后台私信,咱们将安排专属区域经理为您服务!