
超低残留助焊剂在射频前端芯片封装中的应用与可靠性研究

摘要:
随着5G时代的到来,移动智能终端对射频前端芯片的性能和数量提出了更高的需求,其中射频开关(Switch)和低噪声放大器(LNA)的需求尤为突出。众所周知,射频芯片性能的提升主要依赖于新设计、先进工艺以及新型材料的综合应用。超低残留助焊剂(ULR Flux, Ultra Low Residue Flux)是一类创新性的免洗倒装焊接材料,能够免除传统清洗工序,同时提升封装可靠性、简化封装流程并降低整体封装成本。本文重点探讨了超低残留助焊剂在射频芯片常见封装形式(如 LGA 和 QFN/DFN)中的芯片贴装与回流应用,并对其焊接强度及可靠性进行了深入研究。
引言
随着 5G 通信对移动数据传输量和传输速度的提升,以及通信技术的不断迭代与移动终端对多通信制式的兼容需求,射频前端芯片市场呈现出爆发式增长。射频前端芯片主要包含开关、滤波器、双工器、功率放大器以及低噪声放大器(LNA)等组件。其中,开关用于实现不同射频通道间的切换,而LNA则用于对接收通道中的射频信号进行放大。为满足日益增多的频段信号接收、发射需求及更高的接收质量要求,移动智能终端不得不持续增加射频开关和LNA的数量。根据表1中Yole提供的数据显示,射频开关与LNA从2017年至2023年的年复合增长率高达15%以上。

表1 :2017~2023射频开关与LNA市场规模(Yole)
作为模拟类芯片在高频领域的重要分支,射频芯片的技术升级主要依赖于新设计、新工艺和新材料的深度融合。特别是在封装领域,只有通过优化工艺与材料的组合,才能持续满足射频前端芯片对产品性能日益提升的需求。以射频开关和 LNA 为例,近年来,为了满足更薄、更小的封装尺寸需求,基于铜柱凸点倒装焊接技术的 FC-QFN和 FC-LGA 封装已逐渐取代传统的引线键合 SOT23 封装,成为行业主流。如图 1 所示,为典型的射频开关芯片封装外形及其切面结构。随着这一技术转型,倒装焊助焊剂已成为封装工艺中不可或缺的关键材料。助焊剂的选择不仅会影响封装工艺流程和焊接质量,甚至可能对芯片的整体性能及可靠性产生重大影响。
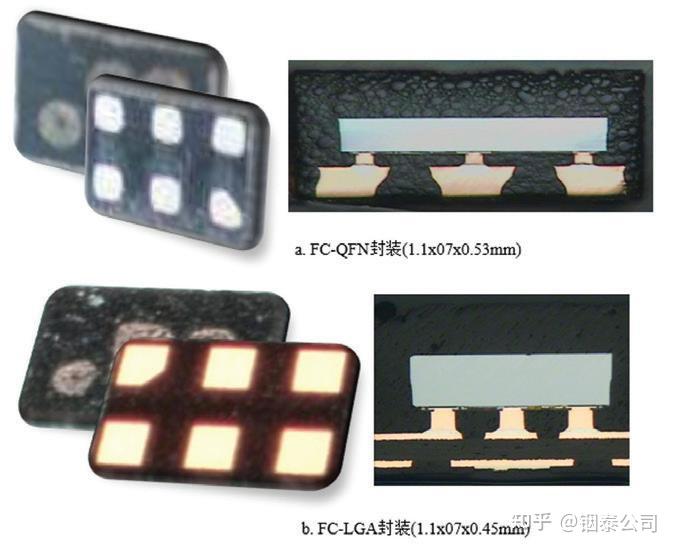
图1 :FC-QFN和FC-LGA射频开关芯片封装
超低残留助焊剂
根据应用特性,倒装焊助焊剂通常可分为水洗型和免洗型两大类。水洗型助焊剂在回流焊工艺完成后,需使用去离子水或皂化剂进行清洗,以确保其与后续底部填充材料的良好结合,如图2所示的典型 FC-QFN/LGA 封装工艺流程。随着对封装厚度减薄的持续追求,铜柱高度、引线框架或基板厚度不断降低。例如,铜柱高度已降至60 微米以下,无芯基板(Coreless Substrate)的广泛应用,铜柱密度增加且间距缩小,这些变化给助焊剂残留物的清洗带来了显著挑战。由于这些挑战的存在,清洗过程中需要提高水压,而过高的水压可能导致基板翘曲、框架变形或氧化、芯片损伤、焊点开裂等问题,并增加清洗成本(如设备折旧、维护费用及废水处理等)。因此,将水洗型助焊剂改为免洗型助焊剂成为了一个值得探讨的问题。
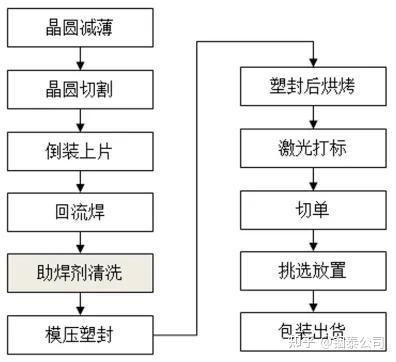
图2 :典型FC-QFN/LGA封装工艺流程
答案是肯定的。然而,标准免洗助焊剂在回流后的残留量通常介于 40% 到 60% 之间,因此需要使用溶剂进行清洗,否则在完成底部填充或塑封后可能会出现分层的风险。为了满足半导体封装的应用需求,铟泰公司开发了一系列残留量低于 10% 的免洗助焊剂,这种助焊剂被称为超低残留(Ultra-Low Residue, ULR)助焊剂。如图 3 所示,通过热重分析(Thermo-gravimetric Analysis, TGA)对比,标准免洗助焊剂 Tacflux007 在 230℃至 250℃的回流温度区间内残留量约为 60%,而 ULR 助焊剂的残留量仅为 4% 到10%。如此低的残留量确保了其在回流后无需清洗,并且与 CUF/MUF 底部填充材料具有良好的兼容性。
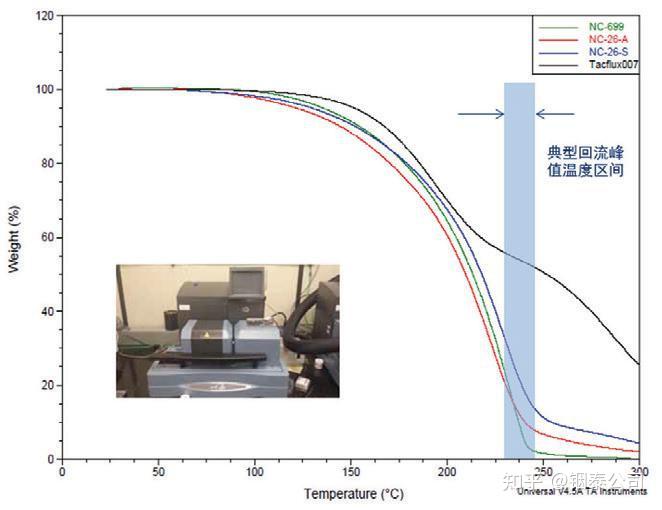
图3:标准免洗与ULR免洗助剂TGA比较
表 2 对水洗型、标准免洗型和 ULR 免洗助焊剂在残留量、清洗工艺以及 MUF/CUF 底部填充兼容性方面进行了综合比较。
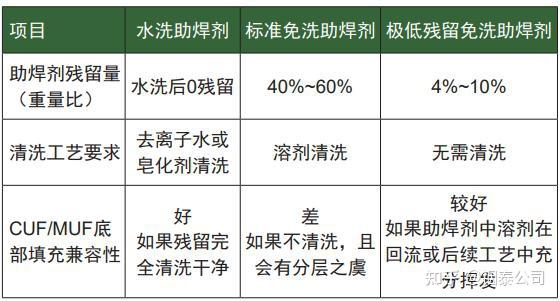
表 2 :水洗、标准免洗和超低残留免洗助焊剂的比较
ULR助焊剂的应用
与其他助焊剂类似,ULR 助焊剂的主要功能是去除铜柱焊锡和基板或引线框架表面的氧化层,从而促进焊接面形成金属间化合物,并确保焊点具备可靠的强度。如果助焊剂的焊接能力(即润湿性)不足,可能会导致焊点强度较低或出现空洞;而润湿性过强时,在某些特殊情况下,则可能引发桥接问题。例如,图 4 展示了润湿良好与润湿不佳的焊点对比 :良好的焊锡层截面通常呈现梯形,而润湿不佳的焊锡层截面尺寸往往小于铜柱直径,甚至与之相当。此时,可通过适量增加助焊剂用量来改善润湿效果。
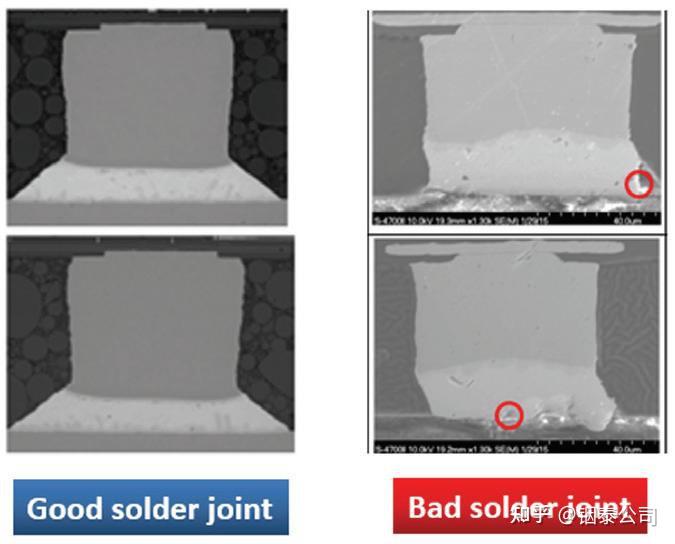
图4:润湿良好和润湿不佳的焊点比较
图5 则显示了因润湿过度而导致的焊点间桥接短路现象。在处理此类情况时,应在保证润湿性的前提下适当减少助焊剂的蘸取量,尤其是当铜柱与锡合金凸块之间未镀镍层、高度比例较小(如小于 1.2:1),或者芯片线路层缺乏钝化层时,需格外注意。综上所述,助焊剂的蘸取量是影响润湿能力的关键因素,而蘸取量主要取决于倒装焊设备中浸蘸槽的深度。浸蘸槽越深,助焊剂蘸取量越多,润湿性能越好 ;反之则会降低润湿能力。
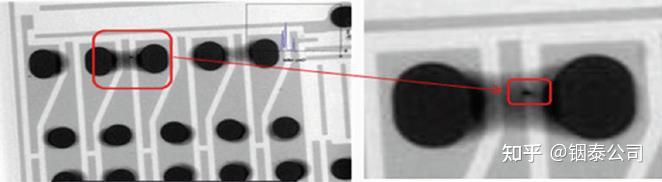
图5:过度润湿导致的铜柱焊点桥接
根据实践经验,浸蘸槽深度应控制在铜柱锡合金凸点高度的 75% 至 110% 之间,如图 6 所示。此外,在助焊剂的实际应用中,需要对工艺流程、助焊剂的选择、基板及引线框架的表面处理以及助焊剂用量进行综合优化,以确保凸点在焊接过程中既具备良好的润湿性,又不会引发相邻凸点间的桥接问题。
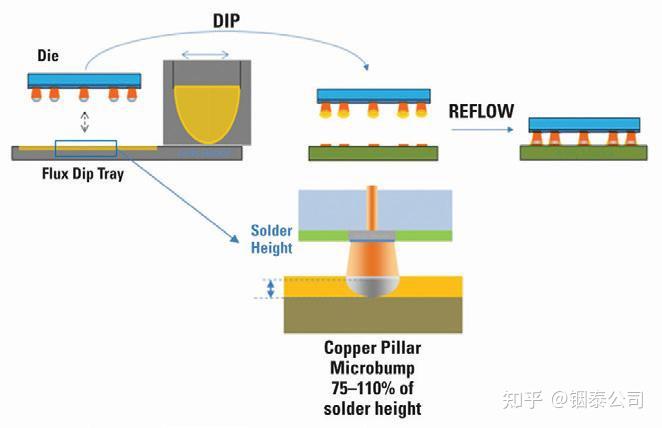
图6:倒装焊浸蘸工艺步骤和浸蘸深度示意图
实验和讨论
实验 1 :OSP-Cu 和 Bare-Cu 剪切力测试
剪切力测试是评估倒装焊焊点强度最直接且有效的方法之一。测试结果包含两个方面 :剪切力和破坏模式。其中,剪切力是指能够将芯片从基板或引线框架上剪切下来的力,该力通常为 MIL-STD-883F METHOD 2019.7 所规定最小剪切强度的两倍。破坏模式可分为三种,具体如表 3 所示 。此外,在测试过程中,应选择合适的剪切力工具与夹具。工具的宽度需大于芯片的长边,而夹具则需将基板或引线框架牢固压平,以防止其在测试中发生移动或变形,从而确保测试结果的准确性。

表 3 :剪切力测试破坏模式
实验材料 :
– 芯片 :尺寸为0.86×0.48×0.15mm
– 基板 :厚度0.17mm,OSP-Cu表面处理
– 引线框架 :厚度0.17mm,裸铜材质
– 铜柱:直径60 μm,高度75μm(其中40μm为铜,35μm为锡)
– 助焊剂 :超低残留免洗型Indium NC-26-A浸蘸槽 :深度35μm
– 回流条件 :详见表 4,包含相关规格要求与实测数据
– 样本数量 :每组30个芯片。
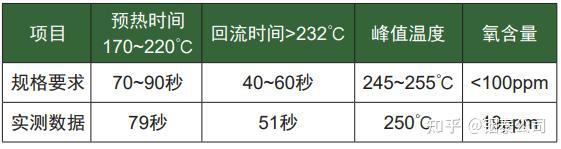
表4:回流曲线要求和实测数据
测试结果 :
所有数据均显著高于规格值 54gf。其中,OSP-Cu的平均剪切力值为136.4gf,高于 Bare-Cu的126.2gf,具体数据如表 5 所示。经T检验分析,结果表明P值小于0.01,差异具有显著性,详见图 7。破坏模式主要表现为两类 :A类为芯片与铜柱结合处的剪切破坏,以及B类为焊点中部的剪切破坏,未观察到C类模式。相关结果分别见图8中的6A和 3A3B分布情况。
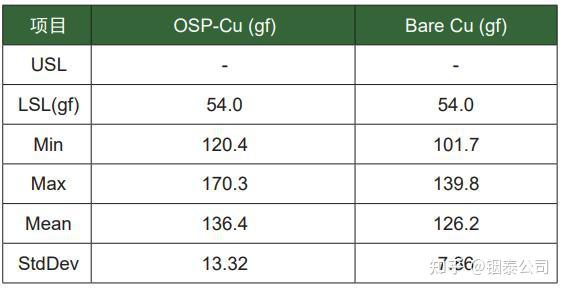
表5:OSP-Cu和Bare-Cu剪切力测试结果
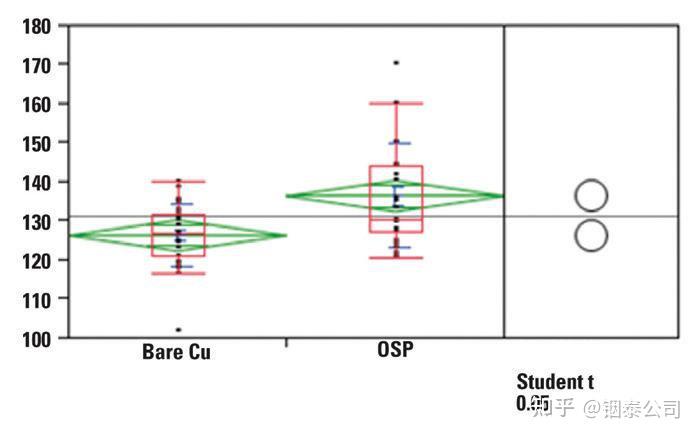
图7:OSP-Cu和Bare-Cu剪切力T检定结果
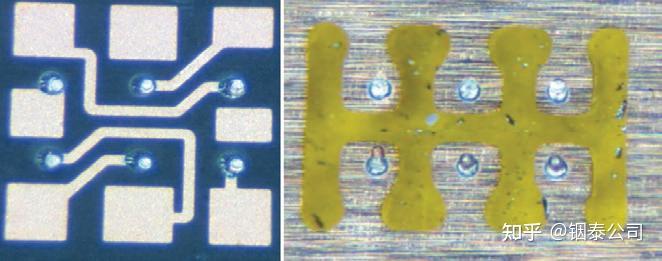
图8:OSP-Cu和Bare-Cu的剪切力破坏模式
(左图6A, 右图3A3B)
实验 2 :NC-26-A 和 NC-26S 可靠性实验
可靠性(Reliability)是衡量半导体封装性能的关键指标,也是评估产品耐久性的重要标准。通常依据 JEDEC 标准及测试方法进行相关可靠性测试。在评估阶段,关键封装材料需要通过可靠性实验来暴露潜在问题,从而避免在后续量产中出现大面积连续不良的情况。因此,针对使用超低残留助焊剂的封装产品开展可靠性研究显得尤为必要。
实验材料:
– 芯片:尺寸为0.86×0.48×0.15mm;
– 引线框架:厚度0.17mm,材质为裸铜;
– 铜柱:直径 60 μm,高度 75 μm(其中40μm为Cu,35μm为Sn);
– 助焊剂:超低残留免洗型Indium NC-26-A和NC-26S;
– 浸蘸槽:深度35μm;
– 回流条件:详见表4;
– 可靠性测试条件:MSL-1,温度循环测试500次,UHAST测试96小时。
封装工艺如上文图2所示,在倒装焊接完成后,无需助焊剂清洗即可直接进行模压塑封及后续封装工序。从通过电性测试的封装产品中各选取300颗样品,并从中抽取22颗进行T0 C-SAM超声扫描测试,重点关注塑封体开裂、芯片表面、塑封或芯片焊接区域以及框架连筋区域的表面断裂特性。按照JEDEC标准执行MSL-1测试(条件:85℃、85%相对湿度、168小时)。随后,将封装样品经历3次回流测试,峰值温度为260~263℃。再次对样品执行超声扫描测试。此外,分别另取77颗封装样品进行UHAST测试(条件:130℃、85%相对湿度)和TC测试(条件:-65℃~150℃、15分钟/循环,分别完成200和500个循环)。
实验结果:
完成上述可靠性测试的封装样品重新进行了电性测试,结果全部通过。如图9和图12所示,为NC-26-A和NC-26S的可靠性测试结果。超声扫描结果显示,在可靠性测试前后均未出现分层现象。图10和图13分别为NC-26-A和NC-26S在T0和TR状态下的检测结果。从每组中各选取5颗完成可靠性测试的封装样品进行断面分析,发现使用两种助焊剂的封装样品中,铜柱与焊点和塑封料之间的结合状况良好,周围未出现分层或开裂现象。此外,焊点与焊接界面无裂纹及显著空洞现象,IMC(金属间化合物)厚度处于正常范围,详见图11和图14。最终,NC-26-A和NC-26S均成功通过了可靠性测试。
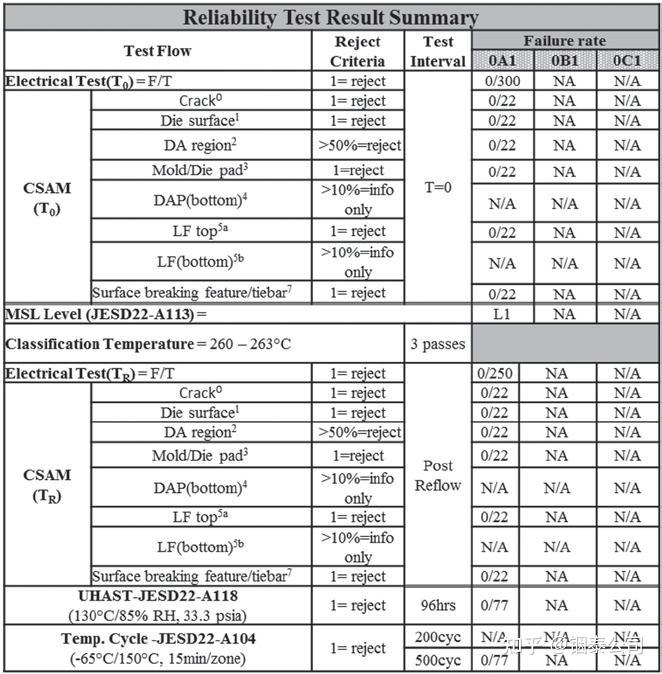
图9:使用NC-26-A封装可靠性测试结果
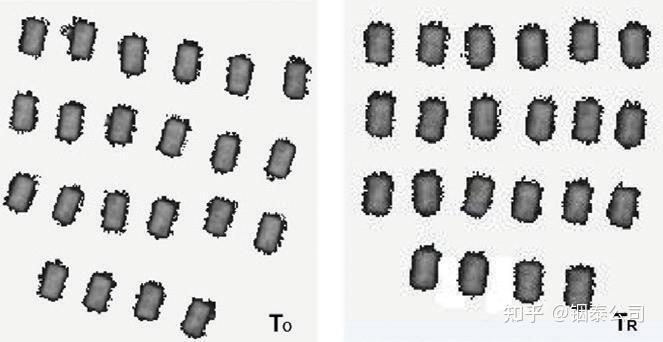
图10:使用NC-26-A封装的 C-SAM 检测结果(T0和TR)
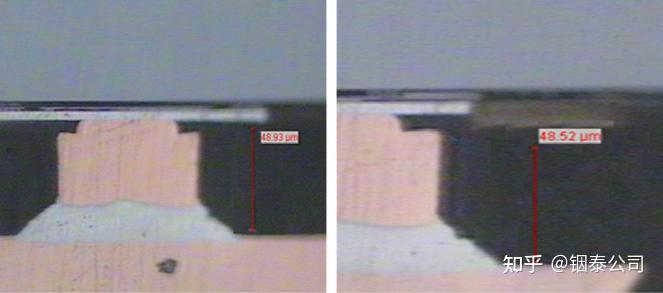
图11:使用NC-26-A封装在TC500测试后的断面图
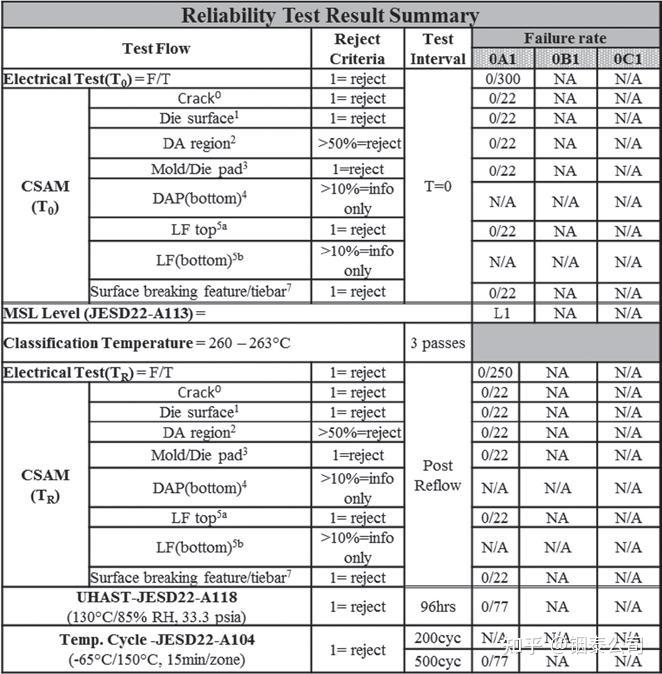
图12:使用NC-26S封装可靠性测试结果
图13:使用NC-26S封装 C-SAM 检测结果(T0和TR)
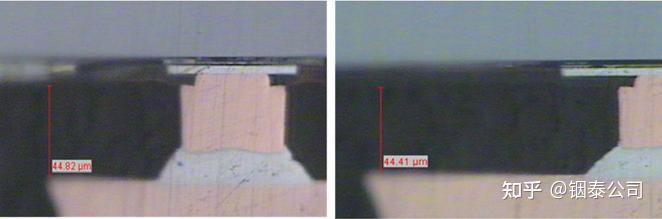
图14:使用NC-26S封装在TC500测试后的断面图
总结和结论
超低残留免洗助焊剂能够免除清洗工序,从而简化射频前端芯片的封装流程,显著提升生产效率和良品率,有效降低整体封装成本。实验结果表明,该助焊剂在Cu-OSP基板和裸铜框架上均展现出优异的焊接性能,并顺利通过了严苛的可靠性测试,完全符合MSL-1标准。除了广泛应用于射频前端芯片外,它还适用于其他多种封装形式的倒装焊场景。目前,该产品已成功通过国内外多家OSAT的认证,并实现了规模化生产,赢得了业界的高度认可与一致好评。
本文首发于《一步步新技术》杂志并获“精选文章”
作者:铟泰公司华东区高级技术经理胡彦杰
胡彦杰

胡彦杰,铟泰公司华东区高级技术经理,为华东地区电子组装和半导体封装大客户提供技术支持工作。曾在国内外学术会议发表多篇专业论文和演讲,在先进封装技术开发、工艺提升、材料应用方面有丰富的经验。2016年加入铟泰公司,拥有中科院计算所集成电路工程硕士和南开大学理学学士学位。
除文中提到的NC26S和NC26-A之外,我们新开发出了下一代的极低残留助焊剂NC-809,铟泰公司在助焊剂的产品研发、生产上一直占据市场领先地位,开发出了不同系列的产品,分别有不同的优势特点,适用于各种不同类型的工况条件。比如这款极低残留助焊剂NC-809就非常受市场欢迎,下面就来看看它有哪些“亮点”?
产品推荐:NC-809
适用于系统级封装倒装焊和植球的高活性极低残留免洗助焊剂NC-809,它是一款无卤、极低残留免洗、增强活性的新型助焊剂产品。NC-809优异的润湿能力和独特的生产工艺使其适用于预镀锡Mini LED芯片倒装焊接的应用。NC-809可以印刷,可以浸蘸,粘力高,可避免 “飞芯片”的问题。

无论是从成本,还是从环保等多方面因素进行考量,铟泰公司的助焊剂产品都能胜任,如果您对使用工艺和产品技术方面还有问题,欢迎您通过以下方式与我们取得联系,我们将派专人为您分析讲解,欢迎您的来信。