
机器人自动焊接工艺:焊锡润湿和飞溅优化

焊接机器人问世后,现代制造技术发展有了质的飞跃,也是焊接制造技术现代化最重要的标志。机器人自动焊接已运用于工程机械制造、汽车以及零部件制造、精密电子制造、管道施工等领域,对技术进步和社会生产水平提升产生了积极的影响。
本期以铟泰公司产品开发专员MILO LAZIC刊发的技术论文《机器人自动焊接工艺中焊锡润湿和飞溅的优化》为基础,提炼干货整理成本文与各位读者分享,推文干货较多,请抓紧扶手,马上发车咯!

中国自动工业机器人发展历史
一、起步较晚
由于国内工业基础薄弱,因此用于自动化生产的工业机器人的发展起步较晚,直到20世纪80年代初才开始引进相关技术。
二、自主研发
到20世纪的80年代中期,国内研制出首个华字型电弧焊机器人,并开启了“潘多拉魔盒”,于1987年至1989年之间,分别研制出了上海1号、2号弧焊机器人、华字型电焊机器人。
三、投产使用
到1989年,第一批商品化的国产机器人开始试量生产,主要用于汽车焊接生产线,从而标志着我国工业机器人使用阶段正式开启。

一、提升焊接精度和效率
机器人准确地、可重复地将焊料施加到设定的位置。按照程序设定,机器人每次都以相同的时间向所需焊接的位置施加相同数量的焊料和热量。提升焊接精度和效率,并降低整体制造成本,如返修所需的人工、时间和材料成本。
二、降低制造成本
从人员方面考虑,由于人员变动等原因,熟练的手工焊接技术员的流动率更高,而培训一个新的技术员则需要花费大量时间。因而投资自动化焊接设备在长远来看,是可以降低制造成本的。

优异的含芯焊锡线应该具备的特性包括?
我们搜集了大量关于机器人焊接使用前后效率对比的数据,分析后发现机器人焊接设备商和客户对于焊锡线最为关注以下三个方面:

首先,焊锡线能平顺地通过机器各个部件到达焊接位置。需确保焊锡线均匀缠绕,以防止在使用过程中出现打结。在从卷轴中释放出再进入机器人送料系统的过程中,焊锡线上应保持一定的张力,以防止打结或松脱。打结或松脱都会增加焊锡线被扯断的风险。品质良好的含芯焊锡线不应该存在空隙,也就是锡线芯内的助焊剂没有空隙或断裂。芯内空隙可能会导致润湿不良,进而引发生产停线。
其次,焊料流动要良好。流动良好的焊料可充分润湿烙铁头。开始焊接后,焊料可以快速流动并于焊接位置形成良好的焊点。当然,这也需要对多方面进行微调和优化,如线径、助焊剂配方、助焊剂含量百分比、烙铁头温度和焊接时间等。
最后,焊锡线和助焊剂不会腐蚀烙铁头。烙铁头是机器人自动焊接中最重要的部件之一,需要长时间高频率地为焊接提供稳定的热量,是高质量焊接的重要保证,是不容忽视的。助焊剂配方类型及其活性成分可能对烙铁表面带来不同程度的影响。按照实际应用选择合适材质和尺寸的烙铁头对于自动焊接工艺优化是非常关键的。
PS:含芯锡线在焊接过程中可能会出现助焊剂飞溅现象,这会影响到产品的外观甚至功能。为此,铟泰公司推出“低飞溅” 助焊剂配方,以降低此类缺陷(见下图)
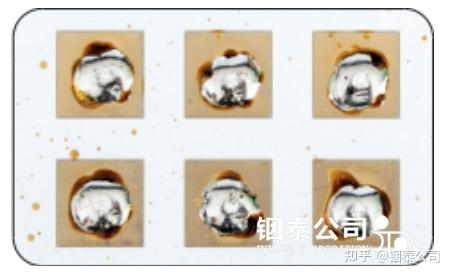
什么是飞溅?
飞溅是什么?飞溅是指焊料(助焊剂或合金)在加热过程中从锡线本体中“微爆炸”的现象。这通常是由于助焊剂在焊接过程中挥发排气不畅所致。
在自动和手动焊接作业中,飞溅不仅会影响焊点外观,还会增加清理时间、浪费材料,还可能会影响敏感元件或电路板的性能(见上图)。甚至还可能造成手动焊接的操作人员皮肤灼伤。

实验测试 公正科学
飞溅实验测试参数
烙铁头
– 尺寸:3毫米
– 温度:400°C(752°F)
注:如果温度设定425℃ ,4.5%助焊剂含芯锡线会产生更多飞溅
测试板:铝基板,预热@160°C (325°F)
焊锡线
– 直径:0.020” (0.50mm)
– 助焊剂类型:免洗
– 助焊剂含量:3%、 3.5%、4%、4.5%
测试目标
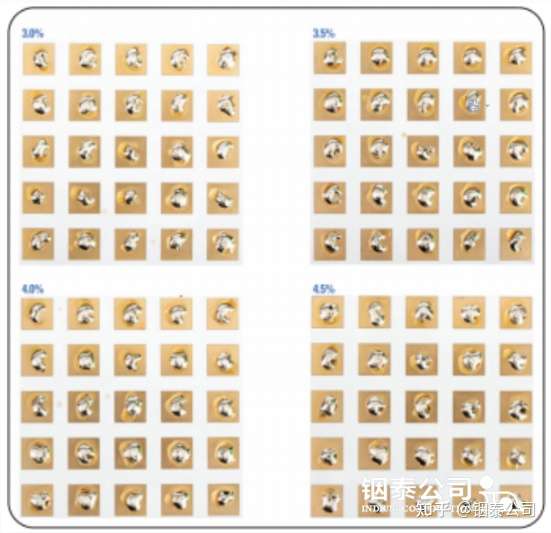
助焊剂含量百分比对飞溅的影响
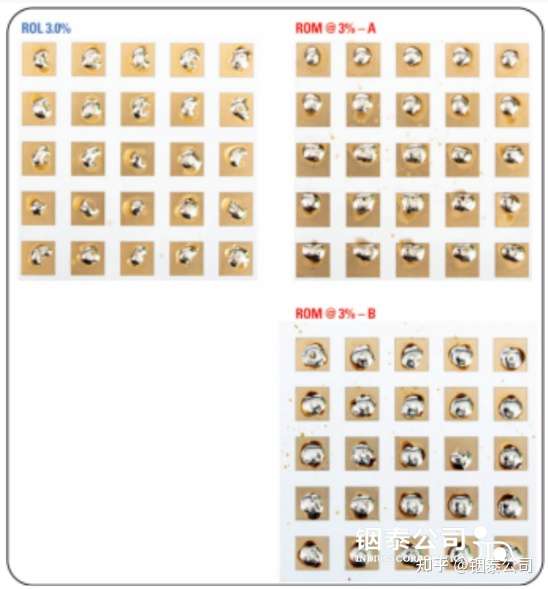
助焊剂配方对飞溅的影响
结论
助焊剂配方对飞溅的影响大于助焊剂含量的百分比差异。在机器人自动焊接应用中,焊点的形成不需要人工干预。因此,一般认为在焊线中尽可能多的添加助焊剂可以促进润湿进而形成合格的焊点。但实验发现,在采用相同的助焊剂配方,助焊剂含量由3%增加到4.5%时,对焊料扩散和润湿均有一定的提升。而飞溅表现相差较小(见下图)。
其他结论
ROL0 < ROL1 < ROM1
助焊剂含量和活性对润湿影响的程度不同。实验结果表明,采用相同助焊剂含量3%的焊锡线,活性增加对焊料扩散和润湿有显著的提升。即按照J-STD-004A标准对助焊剂活性分类的低活性零卤ROL0扩散润湿性劣于低活性有卤助焊剂ROL1, ROL1铺展润湿性又劣于中等活性有卤助焊剂ROM1。然而,需要注意的是,随着活性增加从“L”到“M”,飞溅有增加的趋势,如下图所示。
*技术论文首次发表于2020年2月美国加州圣地亚哥APEX会议

铟泰公司产品开发专员,他常驻于美国纽约州克林顿市铟泰公司总部。主要为客户提供工艺开发、设备、材料造型指导、建议和技术支持。此外,他还为公司内部员工和行业合作伙伴提供技术培训。
Milo 于2018年加入铟泰公司。他在尼斯大学电子工程学院获得了电子工程硕士和电气工程学士学位。同时,Milo曾担任非营利组织“城市青年论坛”的发起人,该组织在校园激励计划、电子废物开发回收和环境保护等多个项目中获得成功。Milo精通英语、塞尔维亚语、克罗地亚语和波斯尼亚语。
看完上述的推文之后,相信您对于铟泰公司的产品工艺有了更近一步的了解,如想了解更多的关于铟泰公司助焊剂、焊料等产品相关信息,可以在本文下方进行留言或私信,我们将第一时间与您取得联系,为您发送相关资料。
更多信息和资料,请访问铟泰公司官方网站www.indiumchina.cn,或者关注铟泰公司官方微信号indiumcorporation。